
Inspección de zonas muertas en fundición grafítica esferoidal
Inspección de zonas muertas en fundición grafítica esferoidal mediante palpadores angulares
Hoy en día los ultrasonidos se han establecido como una herramienta imprescindible en el control de piezas de fundición grafítica.
Aunque las pautas básicas se contemplan en la normativa EN de la última década, los requerimientos del cliente van un paso por delante modificando y restringiendo los requerimientos de normas como la UNE EN 12680-3 cuya última revisión está fechada en Julio del 2012.
En la detección de defectos lejos del alcance de los palpadores de haz recto podemos emplear palpadores angulares, como ya se intentan introducir en este tipo de materiales al menos en el sector eólico.
Una singularidad en el empleo de los palpadores angulares es que siempre requieren un bloque de referencia para su ajuste, lo cual implica una serie de cálculos previos.
Las simplificaciones o aproximaciones que se realizan por aplicar los parámetros de los palpadores angulares así como las curvas DGS-AVG de acero, no deben realizarse sin ser consecuentes previamente del error cometido.
Además de la atenuación del material, la velocidad de los ultrasonidos en pieza es menor, lo cual explica, según la ley de Snell, que el ángulo transmitido en el material es diferente al estimado para el palpador en acero.
Esto implica que el campo próximo del palpador también varía:
Esta variación influye tanto en la elección del palpador más preciso, como en el dimensionamiento de los defectos por amplitud empleando las curvas AVG-DGS.No obstante haciendo cálculos para un palpador bicristal de 2MHz, podemos cometer un error de hasta 2dB.Los equipos actuales permiten el empleo de curvas AVG-DGS introduciendo el factor de corrección estimado.
Para evitar el cálculo de la corrección por transferencia, agilizando así el ensayo y reduciendo los errores, podemos construir un sencillo bloque de referencia con la superficie en bruto de fundición y calidad superficial A1-A2, (mismo estado que las piezas a ensayo) según comparadores SCRATA En la figura 1 se describe el tipo de bloque de referencia a emplear.
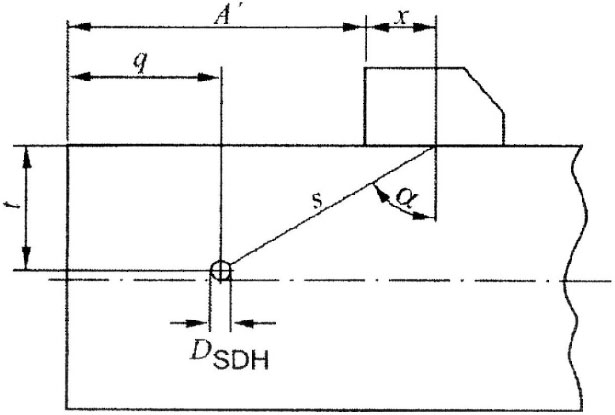
Figura 1: Extracto UNE EN 582-2:2001
No obstante debemos calcular el nuevo ángulo y la velocidad de ondas transversales en la fundición grafítica esferoidal aplicando las siguientes fórmulas:
![]()
![]()
No debemos olvidar que la atenuación del material de ondas longitudinales en piezas con estructura perlitica es más acusada en ondas transversales. Tendremos menos inconvenientes en el empleo de palpadores angulares para piezas ferriticas que para piezas perliticas.
El ensayo de ultrasonidos no solo consiste en dominar el equipo, además también se debe conocer y aplicar la parte teórica. En lo expuesto anteriormente se pone de manifiesto que es un requerimiento indispensable la experiencia y conocimiento de la técnica por parte de los inspectores.
