
-
Congreso
Alloys for Additive Manufacturing Symposium 2023
-
Fecha de presentación
09/2023
-
Tags
Ana Fernandez, Garikoitz Artola, I+D+i, Meshind, Polvos metálicos, Tecnologías de conformado, Unai Garate
The main goal of this work is to manufacture and test a custom L-DED powder for improving wear resistance of forming tools after laser cladding application in the required areas. The wear of tool steels continues to be a great concern to the forming technologies, because of increasing die maintenance costs and scrap rates due to the severe tribological stresses and the strict tolerance limits of these type of components [1]. Hardness is commonly used in industrial practice for wear related material selection [2]. Nevertheless, making the whole dies with enhanced properties tool steels which have excellent wear resistance has the disadvantage of increasing costs. So, here, to overcome these limitations, the Laser Direct Energy Deposition (L-DED) manufacturing technology gains strength and seems to be a potential solution to be applied over a common tool steel substrate.
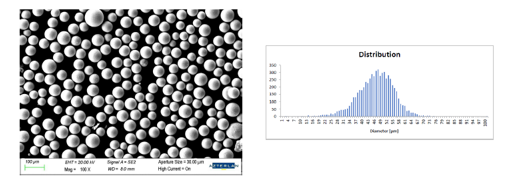
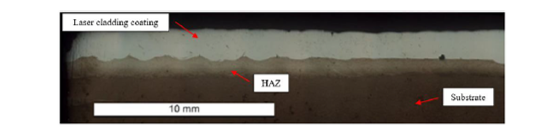
The main objective is to develop a custom powder to be applied by L-DED with enhanced hardness aided by the formation of different hard carbides. Target chemical composition for the powder was cast in a small pilot furnace of 50 kg at Azterlan, several keel blocks were cast and bars of Ø 8 mm were machined. The Cr content was ~5.5 wt. %, and the sum of the other promotor of carbides, X content was ~5 wt. %. These bars were then atomized by 3D Lab Sp. z o. o. in the ATO Lab+ ultrasonic metal powder atomizer, using the 35 kHz module. Very spherical powder, typical of ultrasonic metal powder atomization was obtained (see Figure 1) being D10 = 42 μm, D50 = 51 μm and D90 = 62 μm. Table 1 shows that a significant Mn fading (~78 %) occurred in comparison with the bar chemical composition analysed by ICP-OES and LECO, while the other elements were enriched accordingly. This powder was deposited by MESHIND, using a L-DED Trumpf TruLaserCell 3000 machine, in a single layer square sample with a thickness between 1.5-2.1 mm and good metallurgical bond with the substrate (Figure 2). Few pores were observed in the coating, being the biggest one of 0.2 mm. The Heat Affected Zone (HAZ) was small with a thickness between 0.5-1.2 mm. Besides, the dilution rate is small, the chemical composition of the coating is slightly enriched in Mn in comparison with the powder composition (see Table 1), while C is reduced due to the dilution with the base 1.2344 steel. Several complex carbides are observed in the microstructure analysis, being the hardness of the coating 15 HRC higher than the substrate.

So as main conclusion, it has been proved that the proposed methodology is useful to manufacture cladded die, but it is necessary to increase Mn content during bar manufacturing to compensate the faded amount during the atomization process and thus achieve the desired content and chemical composition in the coating. The hardness of the clad in as-built state is 54 HRC and could be used without postprocessing treatments.
Autores/as:
Oier Barrenetxea (AZTERLAN), Unai Garate (MESHIND, Metal Stamping Hot Industry), I. Shubin (3D Lab Sp. z o. o.), Ana Isabel Fernández-Calvo (AZTERLAN).
Keywords:
Herramienta de troquelado, atomizado de polvos metálicos, desvanecimiento de manganeso, revestimiento láser, fortalecimiento de superficies.